
Технологии: фрезеровка сложных профилей
Под сложным профилем в данной статье понимается поверхность фрезеровка, которой традиционным способом (с помощью фасонных фрез) не возможна либо очень затруднительна. В первую очередь это касается профилей с очень сложной формой поверхности, либо профиле для фрезеровки которых требуются фасонные фрезы очень большого размера, что в свою очередь может сделать невозможной фрезеровку поверхности в виду отсутствия таких фрез и невозможности или высокой сложности их изготовления. Один из вариантов изготовления профилей со сложной формой поверхности, это использование отрезного станка с ЧПУ и дисковой фрезы .
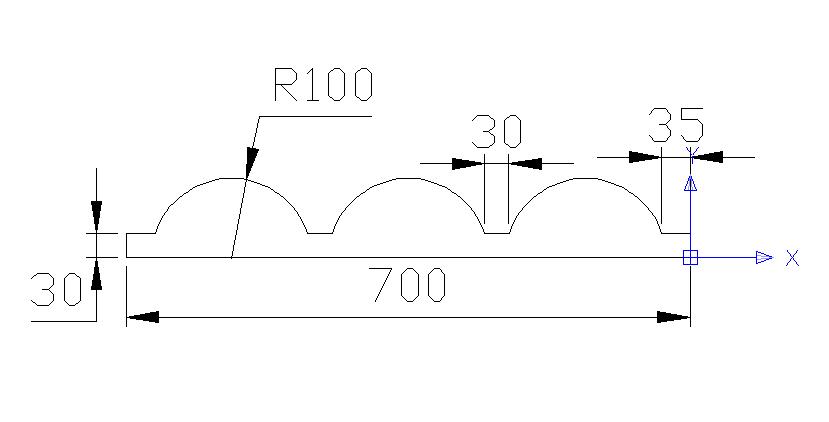
Рассмотрим данную технологию поэтапно. Для примера возьмем процесс изготовления сложного профиля из гранита (Балтийский) . Чертеж профиля показан на рисунке ниже
По существующему чертежу создается управляющая программа для станка с ЧПУ. Для создания программы используется специальное программное обеспечение, поставляемое изготовителем станка.
После создания и проверки всех программ начинается подготовка заготовки.Подготовка заготовки начинается с укладки сляба и его окантовки. В данном случае для изготовления профиля взят сляб толщиной 100мм. Для укладки сляба на станок применяем автопогрузчик.

После укладки сляб окантовывается для придания ему прямоугольной формы. У окантовки сляба есть еще один важный технологический фактор, полученный после окантовки прямоугольник становится строго ориентирован по осям X и Y что является обязательным условием для правильной фрезеровки детали.

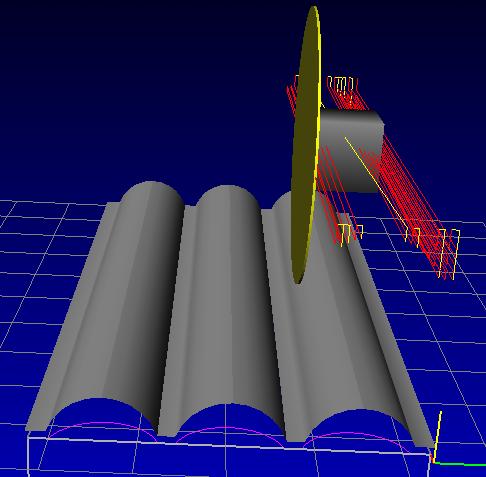
После окантовки начинается непосредственно фрезеровка профиля. Фрезеровка проходит в два этапа. Первый этап - фрезеровка "гребенки" для удаления излишек материала над фрезеруемой поверхностью. Полученная таким образом "гребенка" представляет собой пластины толщиной 4-6мм, толщина пластин зависит от толщины диска и шага фрезеровки.

Нарезанная "гребенка" удаляется с заготовок, после чего начинается второй этап фрезеровки. Второй этап заключается в грубой и окончательной чистке. Грубая чистка проводится для более чистого удаления излишек материала. Резка происходит вдоль профиля при этом заготовка приобретает форму близкую к требуемой.

Окончательная чистка удаляет все излишки материала и профиль приобретает форму соответствующую чертежу. В отличии от "гребенки" и грубой чистки окончательная чистка проводится не вдоль профиля, а поперек.

На этом фрезеровка поверхности заканчивается. Дальнейшая обработка полученной детали зависит от требуемой фактуры поверхности готового изделия. В данном случае видимая поверхность детали полируется.

Полированные детали проходят окончательную доводку (устранение сколов, подгонка стыков для деталей, которые стыкуются между собой при монтаже) и отправляются на монтаж

Рассмотренное в данной статье изделие является частью наружной облицовки колонн входной группы здания Законодательного Собрания Челябинской области.











